
KTI – ConTempCo
Concreting in summer and winter
The professional and safe processing of fresh concrete poses challenges for concrete producers and construction companies; especially when extreme temperatures prevail, such as in summer and winter.
KTI offers the perfect solutions in a wide portfolio to meet these challenges safely.
KTI offers solutions for temperature control of fresh concrete and enables construction regardless of prevailing weather conditions such as ambient temperature, wind, humidity, air pressure, solar radiation and precipitation. The properties of fresh and hardened concrete are thus positively influenced.
The fresh concrete temperature plays an essential role in the production of a high-quality structural component. With the right concrete temperature, the concrete quickly achieves an appropriate resistance to the environmental influences already during processing.
Our goal at KTI is always to produce sustainable concrete!
You may ask yourself, what does ConTempCo stand for?
Concrete Temperature Control = temperature controlled concrete
KTI – ConTempCo
The right concrete temperature - The concrete and your customers will be pleased!
Durability
higher compressive strengths and resistance

Workability
longer placement times and easier processing
Final strength
higher final strengths due to best curing conditions
Finishing
Prevention of cracks due to frost or evaporated water
The correct temperature of the concrete affects many factors of the fresh concrete and hardened concrete. Likewise, there are significant advantages in the production and processing of the concrete!
KTI – ConTempCo
How can the temperature of wet concrete be changed?
The fresh concrete temperature essentially depends on the temperatures of the raw materials used. By influencing the temperatures of the main concrete constituents cement, aggregates and water, the change in fresh concrete temperature can be estimated.
Our "golden rule" at KTI is:
A 1K (1.8°F) change in fresh concrete temperature results from a...
- ... Change in cement temperature by approx. 10K (18°F).
- ... Change in water temperature by approx. 3.6K (6.5°F).
- ... change of the temperature of the aggregate by approx. 1.6K (2.7°F).
- ... Addition of 7 kg (15.5 lb) of ice.


KTI – ConTempCo
Concrete cooling and heating in practice
A small selection of projects and references that we have realized around the globe in recent years.
Combined heating and cooling plant at Ready-mix concrete plant
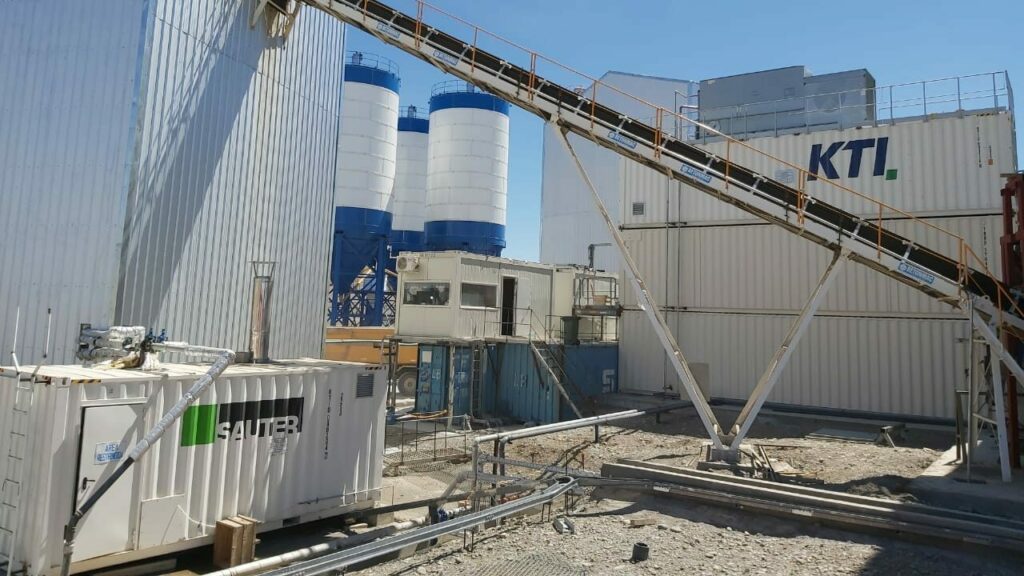
Concrete cooling and heating for Argentine dam
KTI – ConTempCo
We are here for you
Contact our experts
Concrete Cooling & Concrete Heating
How would you like to be contacted?
